








Сістэма хуткай змены трубчастага млына ERW
Спецыялізуецца на лініі вытворчасці труб
Больш за 23 гады...
Выкарыстоўваецца для хуткай замены ролікаў. Загадзя ўсталюйце ролік наступнай сталёвай трубы, якая будзе вырабляцца, на хутказменны вал. Калі неабходна змяніць спецыфікацыю сталёвай трубы, механізм хуткай замены стойкі выштурхне вал з выкарыстоўванай спецыфікацыяй роліка, і хутказменны вал з усталяваным новым ролікам можа быць запушчаны ў вытворчасць, каб дасягнуць эфекту хуткай змены спецыфікацыі сталёвай трубы.
Сістэма хуткай замены
На лініі выкарыстоўваецца сістэма хуткай змены для секцый фармавання і каліброўкі. Апорныя валы могуць быць папярэдне сабраны з адпаведнымі ролікамі. Пры пераключэнні выкарыстоўваецца каронка для ўстаноўкі вала на вытворчыя стэнды, усталёўкі мацавальнага болта і злучэння з трансмісійным валам (трансмісійны вал распрацаваны як хуткаразборны тып, які не патрабуе мантажу шрубы фланцавай пласціны). Для лёгкага кіравання дэмантаж вала выкарыстоўваецца гідраўлічная сістэма. Такая сістэма хуткай змены была праверана ў многіх сцэнарыях і даказала сваю эфектыўнасць у вырашэнні праблем зваротнага патоку вады, а таксама адначасова ачышчае ад акаліны і пылу падчас працы.
Мы тут, каб дапамагчы вам дасягнуць поспеху

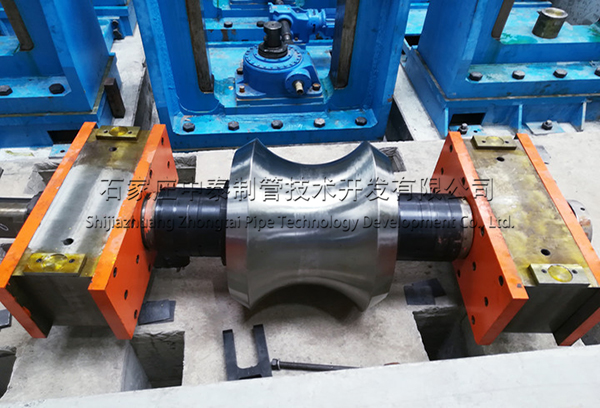
Сістэма хуткай змены вала гарызантальнай стойкі
Пры замене ролікаў выцягніце бок усяго валаправоднага вузла, падніміце вал з першай спецыфікацыяй роліка з транспартнай каляскі разам з каронкай і адкладзеце яго ўбок, падніміце вал з другой спецыфікацыяй роліка, пастаўце яго на транспартную каляску, а затым засуньце вал назад да рамы. Гэта скарачае час замены ролікаў для ўсяго млына з ~6 гадзін да ≤2 гадзін.

Прылада для зняцця вала гідраўлічнай каробкі перадач
Прывадны вал распрацаваны як хутказборны тып, які не патрабуе дэмантажу шрубы фланцавай пласціны. Дэмантаж вала ажыццяўляецца з дапамогай гідраўлічнай сістэмы для зручнасці эксплуатацыі. Перыяд змены роліка з сістэмай хуткай замены: прыблізна 8 гадзін (звычайна патрабуецца 1,5-2 дні без сістэмы хуткай замены).

Хутказменны вал
Калі неабходна змяніць спецыфікацыю трубы, папярэдне загрузіце новую спецыфікацыю, і хутказменны вал з усталяваным новым ролікам можа быць запушчаны ў вытворчасць, каб дасягнуць эфекту хуткай змены спецыфікацыі сталёвай трубы.Калі абсталяваны дадатковым наборамвалы, прыблізны перыяд змены роліка складае <2 гадзіны.
Інфармацыя пра прадукт
| Кампанент лініі вытворчасці сталёвых труб | Размотчык Зваршчык стрыжняў і тарцоў Акумулятар Фармавальная і калібровачная машына ВЧ-зваршчык Лятучая піла Машына для штабеліравання і ўпакоўкі |
| Кампанент абсталявання | Дакладны фармавальны валавы агрэгат Блок валаправода для швоў Вальнага блока экструзійных валкоў Агрэгат для паліроўкі валкоў Валавы блок цягі рамы Выпраўляльная машына для выпроствання памераў Валавы агрэгат |
| Матэрыял | Высокатрывалая сталь, нізкавугляродзістая сталь, гідраізаляцыя і г.д. |
| Шырыня паласы сталі | 320 мм - 2400 мм |
| Таўшчыня паласы сталі | Макс. 22 мм |
| Рулонная сталь | Унутраны дыяметр: Φ 610-760 мм Знешні дыяметр: Φ 1300-2300 мм Вага: макс.=8-30 т |
| Круглая труба | Φ114-Φ720 мм |
| Таўшчыня | 1,2–22,0 мм |
| Квадратная і прастакутная труба | 80x80 мм-600x600 мм |
| Таўшчыня | 1,2–22,0 мм |
| Даўжыня | 4-16 м |
| Хуткасць фарміравання | 20-80 м/мін (Увага: максімальны дыяметр трубы не адпавядае максімальнай хуткасці) |
| Кірунак падачы | Левае кармленне (ці правае кармленне), выбар кліента |
| Усталяваная электрычная магутнасць | 400 кВт-2500 кВт |
| Памер вытворчай лініі | 78 м (даўжыня) × 6 м (шырыня) -400 м (даўжыня) × 40 м (шырыня) |
| Колер машын | Сіні або індывідуальны |
| Гадавы аб'ём вытворчасці | 8-30 Т |
Высокая аўтаматызацыя
Адна з ключавых рэгуляванняў серварухавіка.
Нізкія адходы
Нізкі ўзровень адходаў і нізкі вытворчы кошт.
Высокая дакладнасць
Памылка дыяметра складае ўсяго 0,5/100 ад вонкавага дыяметра трубы.
Прымяненне прадукту машыны для вырабу труб
Мы можам распрацаваць і вырабіць машыну для вырабу труб у адпаведнасці з патрабаваннямі кліентаў.



Усё, што вам трэба для стварэння вытворчай лініі сталёвых труб
Наш сертыфікат

Наша кампанія
ТАА «Шыцзячжуан Чжунтай Пайп Тэхналогіі Дэвелапмент» было заснавана ў 2000 годзе ў Шыцзячжуане, сталіцы правінцыі Хэбэй. Завод займае плошчу 67 000 квадратных метраў. Наша асноўная прадукцыя ўключае вытворчую лінію высокачастотных прамых зварных труб, лінію халоднакатанай сталі, шматфункцыянальную лінію халоднакатанай сталі/зварных труб, лінію падоўжнай рэзкі, трубаправод з нержавеючай сталі, рознае дапаможнае абсталяванне і ролікі для трубаправодаў і г.д.

Гатовы да новага
Бізнес-прыгода?
Звяжыцеся зараз!
| Лінія трубнага млына ERW | |||||
| Мадэль | Rкруглая труба mm | Квадраттруба mm | Таўшчыня mm | Рабочая хуткасць м/мін | |
| ERW20 | Ф8-Ф20 | 6x6-15×15 | 0,3-1,5 | 120 | Чытаць далей |
| ERW32 | Ф10-Ф32 | 10×10–25×25 | 0,5-2,0 | 120 | |
| ERW50 | Ф20-Ф50 | 15×15-40×40 | 0,8-3,0 | 120 | |
| ERW76 | Ф32-Ф76 | 25×25-60×60 | 1,2–4,0 | 120 | |
| ERW89 | Ф42-Ф89 | 35×35-70×70 | 1,5-4,5 | 110 | |
| ERW114 | Ф48-Ф114 | 40×40-90×90 | 1,5-4,5 | 65 | |
| ERW140 | Ф60-Ф140 | 50×50–110×110 | 2,0–5,0 | 60 | |
| ERW165 | Ф76-Ф165 | 60×60-130×130 | 2,0-6,0 | 50 | |
| ERW219 | Ф89-Ф219 | 70×70-170×170 | 2,0–8,0 | 50 | |
| ВПВ273 | Ф114-Ф273 | 90×90–210×210 | 3,0–10,0 | 45 | |
| ERW325 | Ф140-Ф325 | 110×110–250×250 | 4,0–12,7 | 40 | |
| ERW377 | Ф165-Ф377 | 130×130–280×280 | 4,0–14,0 | 35 | |
| ERW406 | Ф219-Ф406 | 170×170–330×330 | 6,0–16,0 | 30 | |
| ERW508 | Ф273-Ф508 | 210×210–400×400 | 6,0–18,0 | 25 | Чытаць далей |
| ERW660 | Ф325-Ф660 | 250×250–500×500 | 6,0–20,0 | 20 | Чытаць далей |
| ERW720 | Ф355-Ф720 | 300×300–600×600 | 6,0–22,0 | 20 | Чытаць далей |
| ВЫТВОРЧАЯ ЛІНІЯ ТРУБ З НЕРЖАВЕЮЧАЙ СТАЛІ | |||||
| Мадэль | Rкруглая труба mm | Квадраттруба mm | Таўшчыня mm | Хуткасць працы м/мін | |
| SS25 | Ф6-Ф25 | 5×5-20×20 | 0,2-0,8 | 10 | Чытаць далей |
| СС32 | Ф6-Ф32 | 5×5-25×25 | 0,2-1,0 | 10 | Чытаць далей |
| СС51 | Ф9-Ф51 | 7×7-40×40 | 0,2-1,5 | 10 | Чытаць далей |
| SS64 | Ф12-Ф64 | 10×10–50×50 | 0,3-2,0 | 10 | Чытаць далей |
| СС76 | Ф25-Ф76 | 20×20–60×60 | 0,3-2,0 | 10 | Чытаць далей |
| СС114 | Ф38-Ф114 | 30×30–90×90 | 0,4-2,5 | 10 | Чытаць далей |
| СС168 | Ф76-Ф168 | 60×60-130×130 | 1,0–3,5 | 10 | Чытаць далей |
| СС219 | Ф114-Ф219 | 90×90–170×170 | 1,0–4,0 | 10 | Чытаць далей |
| СС325 | Ф219-Ф325 | 170×170-250×250 | 2,0–8,0 | 3 | Чытаць далей |
| СС426 | Ф219-Ф426 | 170×170–330×330 | 3,0–10,0 | 3 | Чытаць далей |
| SS508 | Ф273-Ф508 | 210×210–400×400 | 4,0–12,0 | 3 | Чытаць далей |
| СС862 | Ф508-Ф862 | 400×400–600×600 | 6,0–16,0 | 2 | Чытаць далей |






