









Машына для вырабу сталёвых труб φ406×14 ;ZTFIV;ZTZG
Апісанне
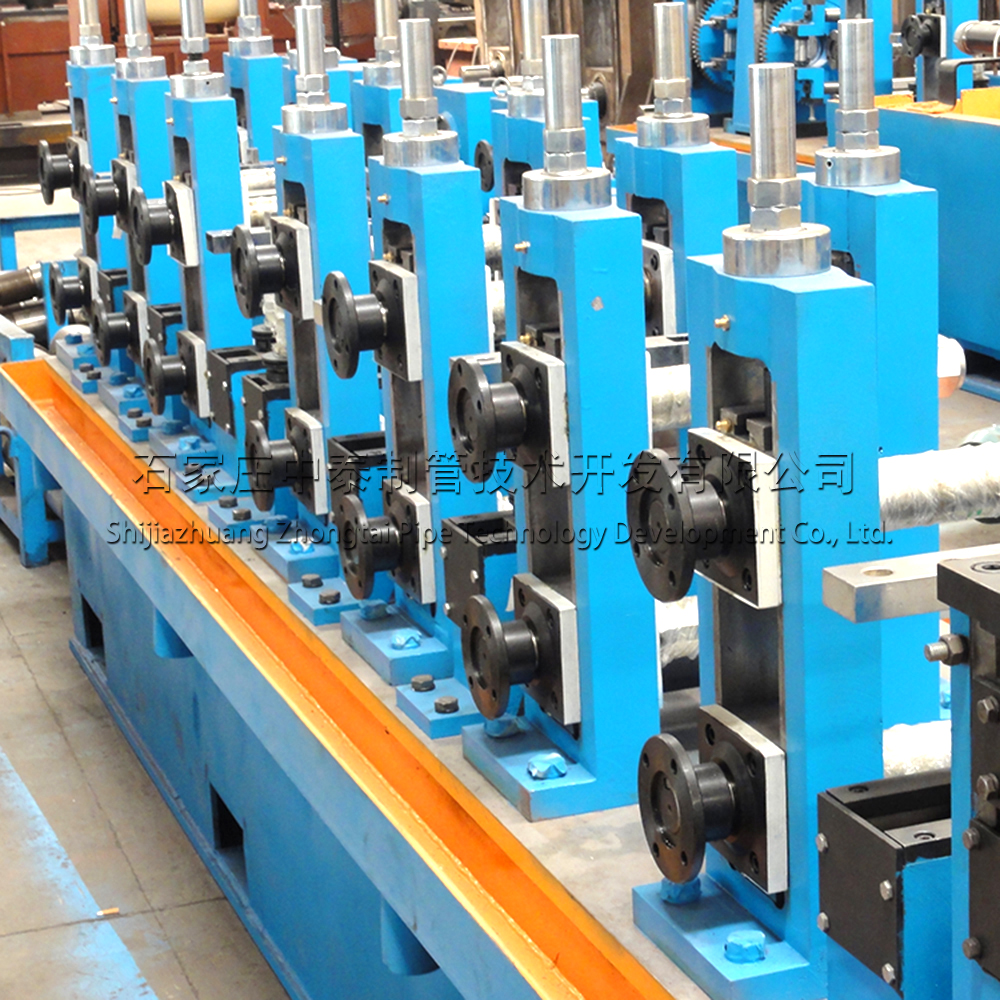
Трубны стан ERW таксама называюць вытворчай лініяй высокачастотных падоўжна зварных труб. Падыходнымі матэрыяламі з'яўляюцца гарачакатаныя або халоднакатаныя рулоны стужкі, такія як звычайная вугляродзістая сталь і высокатрывалая сталь і г.д.
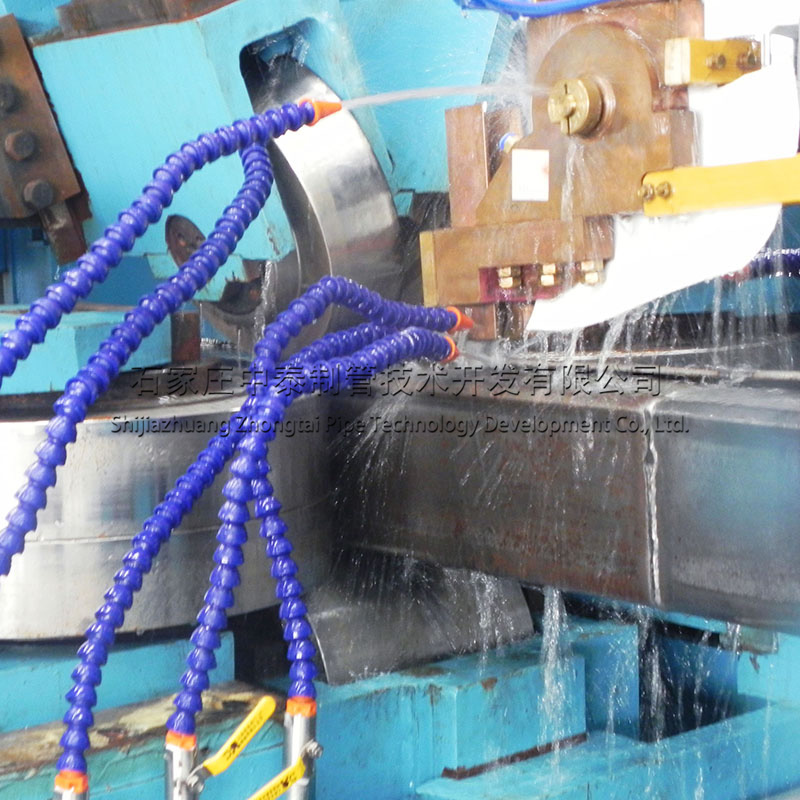
Паласавая сталь размотваецца размотчыкам, а затым, прайшоўшы праз машыну для стыкавой зваркі, паступае ў назапашвальнік. Паласавая сталь экструдуецца ролікамі і падзяляецца на дзве часткі: разрэзную секцыю і секцыю дробнага праходу. Пасля высокачастотнай індукцыйнай зваркі і каліброўкі вырабляюцца трубы патрэбнай даўжыні, якія адразаюцца лятаючай пілой, а затым сталёвыя трубы складаюцца ў штабелі і пакуюцца. Гэтая вытворчая лінія ўяўляе сабой комплексную вытворчаю лінію для бесперапыннай зваркі сталёвых палос у трубы.у асноўным складаецца з размотчык, зваршчык стрыжняў і тарцоў, акумулятар, машына для фарміравання і каліброўкі, ВЧ-зваршчык, лятучая піла, машына для штабеліравання і ўпакоўкі.
Калі ёсць спецыяльныя мэты або патрабаванні да сталёвых труб, неабходна дадаць выпрабавальнае абсталяванне, такое як гідраўлічная выпрабавальная машына, машына сярэдняй частаты адпалу, ультрагукавая дэфектаскапія і г.д.


Лінія для вытворчасці высокачастотных зварных труб у асноўным выкарыстоўваецца для бесперапыннай вытворчасці прамых швоў зварных труб. Яна выкарыстоўвае высокачастотную індукцыйную зварку, якая дазваляе вырабляць не толькі круглыя трубы, але і адпаведныя квадратныя трубы і трубы спецыяльнай формы. Апарат для высокачастотнай зваркі труб у асноўным выкарыстоўваецца для вытворчасці розных жалезных труб, будаўнічых труб, канструкцыйных труб, вадаправодных труб, нафтаправодаў, труб API і гэтак далей.
Tтэхнічны паток
Пракрутка ўверх → Размотванне → Зрух і зварка → Спіральны акумулятар → Фармоўка → Індукцыйная зварка ВЧ → Выдаленне знешніх задзірын → Астуджэнне → Каліброўка → Лятучая піла → Вывадны стол → Праверка → Упакоўка → Склад
Fпрацэс фарміравання
| Круглая труба | Працэс халоднага пракату | Добрая канструкцыя роліка |
| Працэс фарміравання ZTF | Зэканомце не менш за 60% кошту роліка з дапамогай электрычнай рэгулявання кіраванняЧытаць далей | |
| Квадратная і прастакутная труба | Агульны працэс пераўтварэння ў квадрат | Стабільны працэс фарміравання |
| Круглая квадратная фігура з галавой турка | Добрая якасць труб | |
| Працэс непасрэднага пераўтварэння ў квадрат (DSS) | Адзін камплект ролікаў можа вырабляць усе трубкі з электрычным кіраваннем і аўтаматычнай рэгуляваннемЧытаць далей |
Асноўная тэхнічная інфармацыя аб вытворчай лініі зварных труб
| Прадукт і прыбытковасць | Круглая труба | 219мм-406Таўшчыня ў мм:6.0мм-16,0mm |
| Квадратная і прастакутная труба | 170мм×170 мм -330мм×330Таўшчыня ў мм:6.0мм-16.0mm | |
| Даўжыня | 6m-12 м Дапушчальнае адхіленне даўжыні: ±3 мм | |
| Хуткасць вытворчасці | 30м/мін | |
| Вытворчая магутнасць | 180,000 тон/год | |
| Спажыванне | Усталяваная магутнасць млына | 880 кВт |
| Плошча лініі | 160м (даўжыня) ×16м (шырыня) | |
| Работнік | 6-8 рабочых | |
| Сыравіна | Матэрыял | Рулон з вугляродзістай сталі Q235B (ASTM GR·D,σс. 230) |
| Шырыня | 690мм-1280Таўшчыня ў мм:4.0мм-16,0mm | |
| Ідэнтыфікатар шпулькі | 580-760 мм | |
| Знешні дыяметр шпулькі | Макс2300 мм | |
| Вага шпулькі | 35,0 т |
Перавага
Перавагі абсталявання:
Пры вытворчасці круглых труб можна выкарыстоўваць тэхніку фармавання ZTF
Пры вытворчасці квадратных і прастакутных труб можна выкарыстоўваць тэхніку непасрэднага разразання на квадрат (DSS).
Прадукты:трубы для архітэктурных канструкцый, трубы API, трубы для фундаментаў вежаў, сталёвыя трубы для аўтамабільных бэлек і іншыя вырабы.
Больш прадуктаў



| Лінія трубнага млына ERW | |||||
| Мадэль | Rкруглая труба mm | Квадраттруба mm | Таўшчыня mm | Рабочая хуткасць м/мін | |
| ERW20 | Ф8-Ф20 | 6x6-15×15 | 0,3-1,5 | 120 | Чытаць далей |
| ERW32 | Ф10-Ф32 | 10×10–25×25 | 0,5-2,0 | 120 | |
| ERW50 | Ф20-Ф50 | 15×15-40×40 | 0,8-3,0 | 120 | |
| ERW76 | Ф32-Ф76 | 25×25-60×60 | 1,2–4,0 | 120 | |
| ERW89 | Ф42-Ф89 | 35×35-70×70 | 1,5-4,5 | 110 | |
| ERW114 | Ф48-Ф114 | 40×40-90×90 | 1,5-4,5 | 65 | |
| ERW140 | Ф60-Ф140 | 50×50–110×110 | 2,0–5,0 | 60 | |
| ERW165 | Ф76-Ф165 | 60×60-130×130 | 2,0-6,0 | 50 | |
| ERW219 | Ф89-Ф219 | 70×70-170×170 | 2,0–8,0 | 50 | |
| ВПВ273 | Ф114-Ф273 | 90×90–210×210 | 3,0–10,0 | 45 | |
| ERW325 | Ф140-Ф325 | 110×110–250×250 | 4,0–12,7 | 40 | |
| ERW377 | Ф165-Ф377 | 130×130–280×280 | 4,0–14,0 | 35 | |
| ERW406 | Ф219-Ф406 | 170×170–330×330 | 6,0–16,0 | 30 | |
| ERW508 | Ф273-Ф508 | 210×210–400×400 | 6,0–18,0 | 25 | Чытаць далей |
| ERW660 | Ф325-Ф660 | 250×250–500×500 | 6,0–20,0 | 20 | Чытаць далей |
| ERW720 | Ф355-Ф720 | 300×300–600×600 | 6,0–22,0 | 20 | Чытаць далей |
| ВЫТВОРЧАЯ ЛІНІЯ ТРУБ З НЕРЖАВЕЮЧАЙ СТАЛІ | |||||
| Мадэль | Rкруглая труба mm | Квадраттруба mm | Таўшчыня mm | Хуткасць працы м/мін | |
| SS25 | Ф6-Ф25 | 5×5-20×20 | 0,2-0,8 | 10 | Чытаць далей |
| СС32 | Ф6-Ф32 | 5×5-25×25 | 0,2-1,0 | 10 | Чытаць далей |
| СС51 | Ф9-Ф51 | 7×7-40×40 | 0,2-1,5 | 10 | Чытаць далей |
| SS64 | Ф12-Ф64 | 10×10–50×50 | 0,3-2,0 | 10 | Чытаць далей |
| СС76 | Ф25-Ф76 | 20×20–60×60 | 0,3-2,0 | 10 | Чытаць далей |
| СС114 | Ф38-Ф114 | 30×30–90×90 | 0,4-2,5 | 10 | Чытаць далей |
| СС168 | Ф76-Ф168 | 60×60-130×130 | 1,0–3,5 | 10 | Чытаць далей |
| СС219 | Ф114-Ф219 | 90×90–170×170 | 1,0–4,0 | 10 | Чытаць далей |
| СС325 | Ф219-Ф325 | 170×170-250×250 | 2,0–8,0 | 3 | Чытаць далей |
| СС426 | Ф219-Ф426 | 170×170–330×330 | 3,0–10,0 | 3 | Чытаць далей |
| SS508 | Ф273-Ф508 | 210×210–400×400 | 4,0–12,0 | 3 | Чытаць далей |
| СС862 | Ф508-Ф862 | 400×400–600×600 | 6,0–16,0 | 2 | Чытаць далей |
ЗвязаныяПРАДУКТЫ
-

100X100 Звычайны трубаправодны фабрычны станок для перапрацоўкі круглых і квадратных труб ERW
-

Трубны стан 200x200x8 Прамое квадратнае фармаванне труб...
-

Валкі для фарміравання трубных млыноў ERW
-

Трубазварны станок ERW114 HF для прамых зварных труб...
-

Труба для транспарту нафты і газу (API) φ140×7...
-

Трубчасты млын φ165×8 Транспарт нафты і газу ...
-

Трубаправод для транспарту нафты і газу (API) φ219×10...
-

Станок для вырабу сталёвых труб ERW273x12.7; ZTFIV; ZTZG
-

Шматфункцыянальны трубавы млын Трубавы млын
-

Шматролікавы хуткапераключальны трубаправодны станок ERW
-

Сістэма хуткай змены трубчастага млына ERW
-

φ219×12.7 Транспарціроўка нафты і газу (API) P...
-

Трубапракатны стан з ламельнымі ролікамі для перапрацоўкі круглых і квадратных труб (XZTF)
-

Лінія па вытворчасці сталёвых труб - круглыя і квадратныя...




